SPC知识库文章中心
聚合 SPC 控制图、CPK/PPK、MSA 与制造业质量改进实战文章,持续更新高价值方法论与落地案例,帮助企业更快完成质量数字化升级。
-
 斌果SPC 4.0 正式发布:更完善,更高效
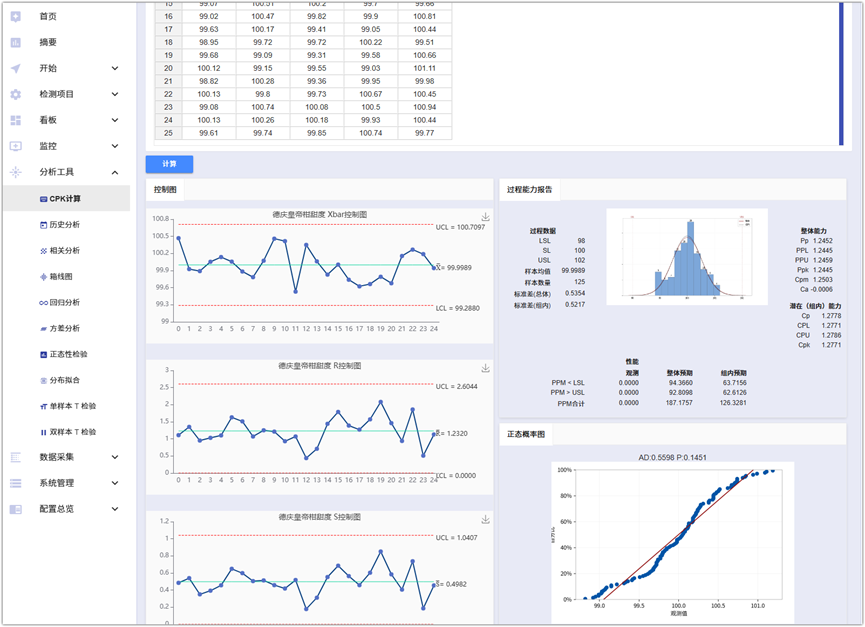
斌果SPC 4.0 正式发布:更完善,更高效斌果SPC4.0,本次更新不仅在统计科学领域实现了突破,更在操作效率和系统架构上进行了质的提升。
斌果SPC4.0,统计核心,分析工具,监控与告警,看板可视化,录入与采集,系统底层
-
 斌果SPC 第三次被软服之家评为“2025年度SPC统计过程控制软件”
斌果SPC 第三次被软服之家评为“2025年度SPC统计过程控制软件”斌果SPC 软件三次荣获软服之家颁发的奖项,分别是 2022 年、2024 年和 2025 年。
斌果SPC,2025年度统计过程控制年度软件,软服之家
-

-
 Web SPC 系统的创新实践与应用
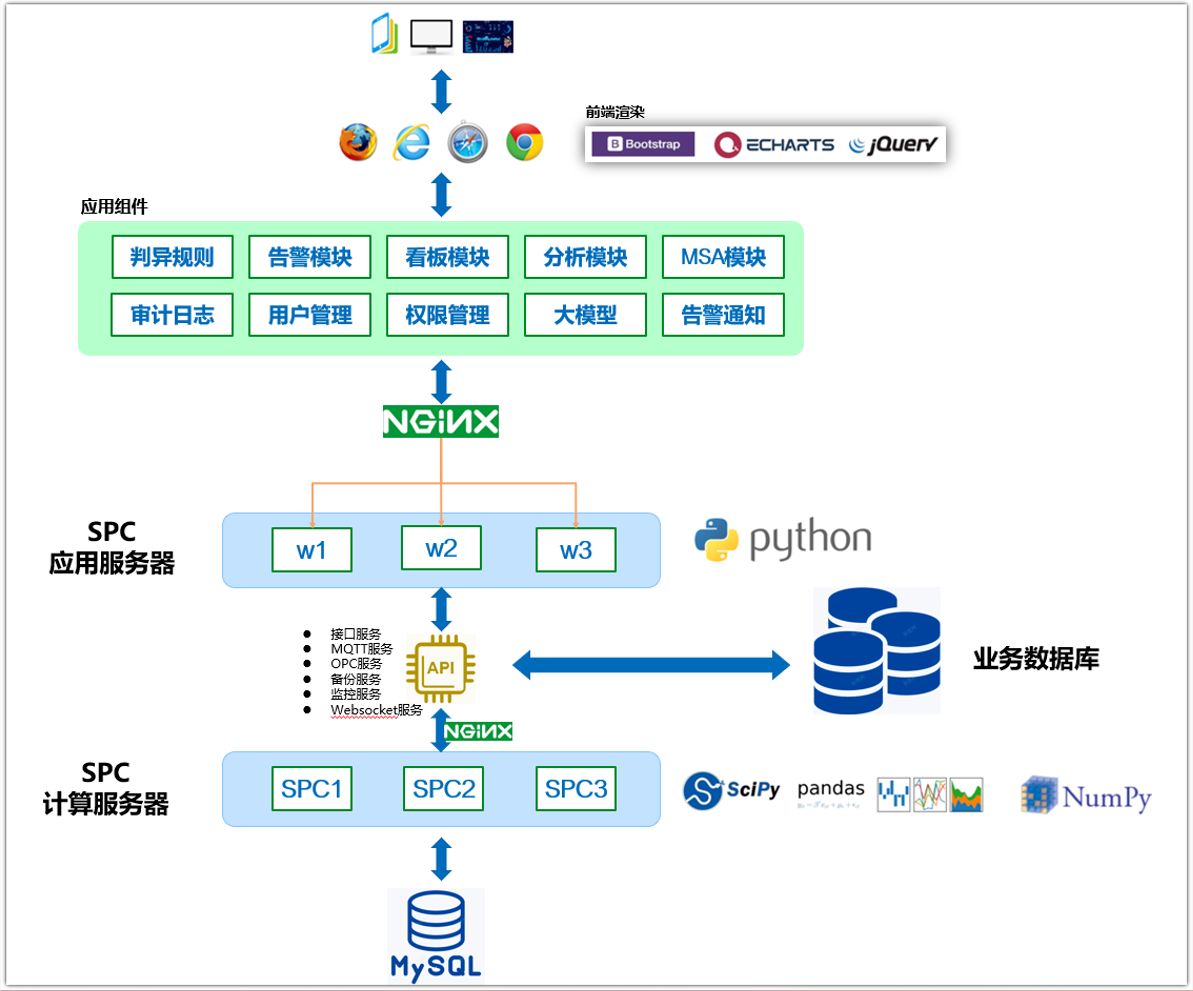
Web SPC 系统的创新实践与应用斌果SPC的轻量化的架构和极低的技术门槛,帮助企业构建高效的数字化质量体系。
SPC实时监控,MSA(测量系统分析),动态看板,综合看板,统计看板, CPK/PPK 过程能力预警
