-
SPC到底是什么?
产品已经做完,抽检时才发现大批不合格?只能返工、报废、延期交付,甚至被客户投诉?
这种“事后检验”的质量管理,很多制造企业都经历过。
问题在于:检验只能发现不良,却无法阻止不良产生。
而 SPC(Statistical Process Control,统计过程控制)的核心价值,就是把质量管理从“结果检验”,提前到“过程预防”。
早在 1924 年,休哈特博士就提出了SPC 理论。直到今天,它依然是制造业质量管理最核心的方法之一。

一、SPC 到底是什么?
SPC,全称 Statistical Process Control,中文称为“统计过程控制”。
它是一种利用统计学方法,对生产过程中的数据进行持续监控、分析和预警的质量管理方法。
SPC 的核心思想非常简单:
质量不是检验出来的,而是制造出来的。
也就是说:
- 产品做完再检验,只能筛选不良
- 生产过程中实时监控,才能提前发现异常
- 过程稳定了,结果自然稳定
因此,SPC 本质上是一种“预防型”的质量管理方法。

它关注的重点不只是“有没有不良”,而是:
- 过程是否稳定
- 波动是否正常
- 是否出现异常趋势
- 问题是否正在恶化
真正优秀的制造企业,往往不是靠“终检严格”,而是靠“过程稳定”。二、SPC 的统计学基础:正态分布与 3σ 原理
SPC 能成立,离不开统计学中的两个核心概念:
- 正态分布
- 3σ 原理
在稳定生产状态下,产品尺寸、重量、厚度等质量特性,通常会呈现“正态分布”。
也就是:
- 大部分数据集中在平均值附近
- 越偏离中心的数据越少
- 整体呈现钟形曲线
根据统计规律:
- 68.26% 的数据位于 μ±1σ 范围内
- 95.44% 位于 μ±2σ 范围内
- 99.73% 位于 μ±3σ 范围内
因此:如果某个数据点超出了 μ±3σ 范围,那么它发生的概率仅有 0.27%。
这意味着:
一旦出现,大概率不是随机波动,而是过程发生了异常。
这也是 SPC 控制图中控制限(UCL/LCL)的理论来源。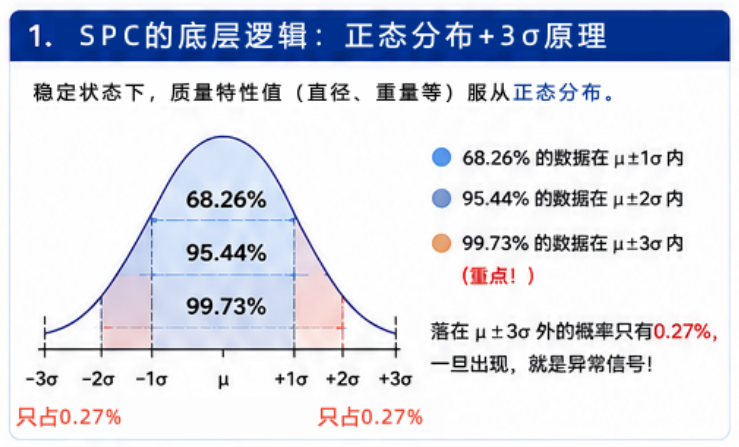
三、SPC 最核心的内容:区分“两种变异”
SPC 最重要的价值,不只是画图。
而是帮助企业区分:
- 普通原因变异(Common Cause)
- 特殊原因变异(Special Cause)
* 普通原因变异
普通原因,是过程本身长期存在的小幅波动。例如:
- 设备轻微振动
- 环境温湿度变化
- 原材料正常差异
- 操作员之间的小幅差异
这类波动:
- 长期存在
- 影响较小
- 难以彻底消除
- 不需要立刻停线处理
它反映的是“系统能力”。企业需要做的,是持续优化系统,而不是频繁调整参数。
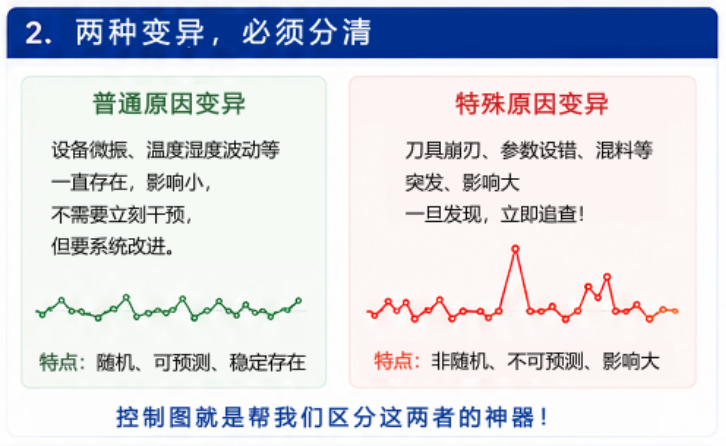
* 特殊原因变异
特殊原因,则是突发性的异常。例如:
- 刀具崩刃
- 参数设置错误
- 程序异常
- 混料
- 设备故障
- 测量异常
这类波动通常:
- 出现突然
- 影响明显
- 会导致过程失控
- 必须立即追查原因
SPC 控制图最大的意义,就是帮助企业快速识别这些异常。
四、控制图:SPC 的核心工具
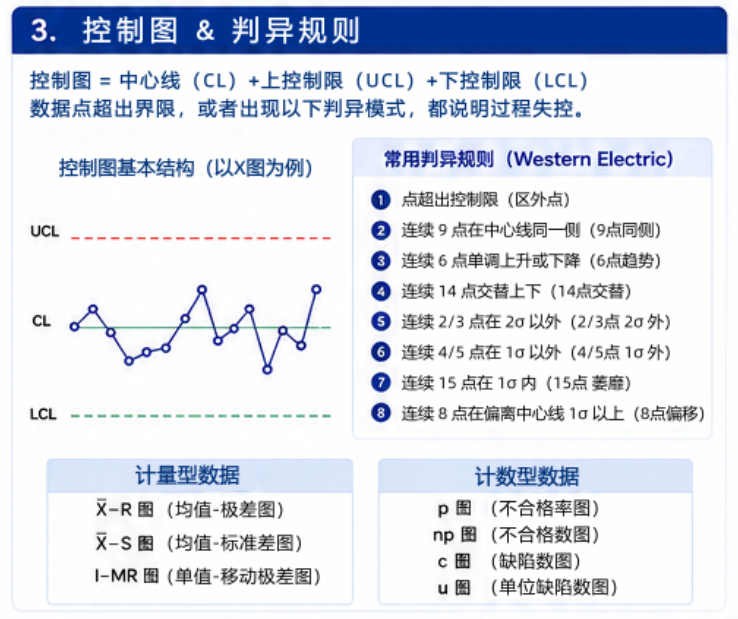
控制图(Control Chart)是SPC 最经典、最核心的工具。
它通常由三部分组成:
- 中心线(CL)
- 上控制限(UCL)
- 下控制限(LCL)
当过程稳定时,数据会在控制限之间随机波动。
但如果出现以下情况,就说明过程可能失控:
- 数据点超出控制限
- 连续多点偏向同一侧
- 连续上升或下降
- 出现明显规律性波动
这些都属于“判异规则”。
常见规则包括:
- 1 点超出 3σ
- 连续 9 点位于中心线同侧
- 连续 6 点持续上升或下降
- 连续 14 点交替波动
这些规则的本质,是利用“小概率事件”来识别异常。因为这些情况在随机状态下发生的概率极低。
五、过程能力分析:过程到底“能不能干”?
很多企业都会问:“过程稳定了,那产品能力够不够?”
这就需要用到过程能力分析。其中最常见的指标,就是:
- Cp
- Cpk
Cp:过程潜力,Cp 用来衡量:
过程波动范围是否小于规格范围。
Cp 越大,说明过程波动越小。
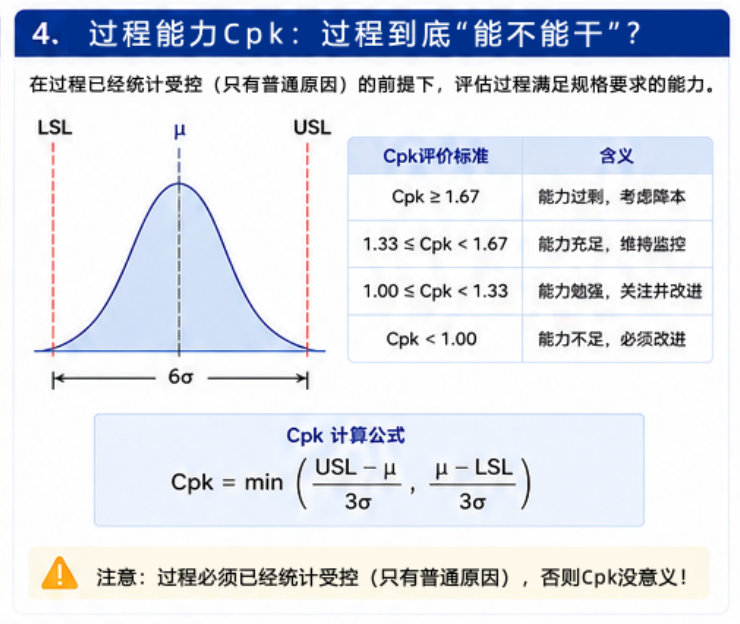
Cpk:过程综合能力,Cpk 不仅考虑波动大小,还考虑过程中心是否偏移。
因此:Cpk 更能真实反映生产能力。
常见参考标准:

但需要特别注意:
只有在过程“统计受控”的前提下,Cpk 才有意义。
如果过程本身已经异常,再高的 Cpk 都是不可信的。
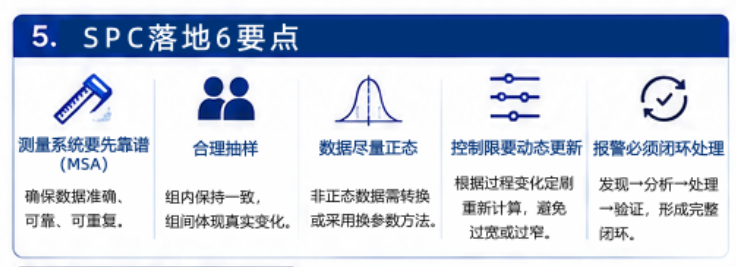
六、SPC 真正落地,企业最容易忽略的 6 个关键点
很多企业导入 SPC 后效果不明显,问题往往不在软件,而在基础。
真正想把 SPC 用好,至少要做到以下几点:
* 测量系统必须可靠(MSA)
数据不准,所有分析都没有意义。
在实施 SPC 前,必须先确认量测系统稳定可靠。
* 合理抽样
抽样方式会直接影响控制图结果。正确原则:
- 组内数据保持一致性
- 组间体现时间变化
* 数据尽量满足正态分布
如果数据严重偏态,控制图与能力分析结果可能失真。
必要时需要做数据转换。
* 控制限不能“一劳永逸”
很多企业长期不更新控制限。但实际上:
随着设备、材料、工艺变化,控制限也应该动态优化。
* 异常必须闭环处理
很多工厂最大的浪费,不是没有报警。而是:
- 报警后没人处理
- 处理后没有记录
- 相同问题反复发生
真正有效的 SPC,必须建立完整闭环:
发现异常 → 原因分析 → 处理措施 → 效果验证 → 防止再发
* 全员建立“数据意识”
SPC 不只是质量部门的工作。它需要:
- 操作员理解异常
- 工艺人员分析趋势
- 管理层推动改善
只有真正做到“用数据说话”,SPC 才能发挥价值。
七、传统 SPC 为什么越来越难满足现代制造?
随着工业 4.0 与智能制造的发展,越来越多企业开始发现:
传统 SPC 虽然理论成熟,但在高频采集、海量数据、实时预警场景下,已经逐渐暴露出新的问题。例如:
- 数据量暴增,人工分析效率低
- 高频采集导致误报警明显增多
- 长程漂移难以提前识别
- 微小震荡掩盖真实异常
- 报警很多,但无法闭环
- 异常原因难追溯
- 现场人员不会分析控制图
很多企业最终出现一种情况:SPC 系统每天都在报警,但真正的问题却依然没被提前发现。
这也是越来越多制造企业开始重新思考:
“SPC 不应该只是统计工具,而应该成为真正的过程智能系统。”
八、斌果 SPC:不仅是 SPC软件,更是过程智能平台
相比传统 SPC 软件,斌果 SPC 更关注:
如何真正帮助企业减少异常、降低误报、提升现场执行效率。
因此,在传统 SPC 基础上,斌果SPC 针对高频数据与智能制造场景,做了大量增强。
* 高频数据判异能力
传统 SPC 更多基于低频抽样设计。
但在自动化产线中,越来越多企业已经进入:
- 秒级采集
- 毫秒级采集
- 全量数据监控
这时候,传统判异规则很容易出现:
- 红点过多
- 误报警频繁
- 工程师疲劳
- 真异常被淹没
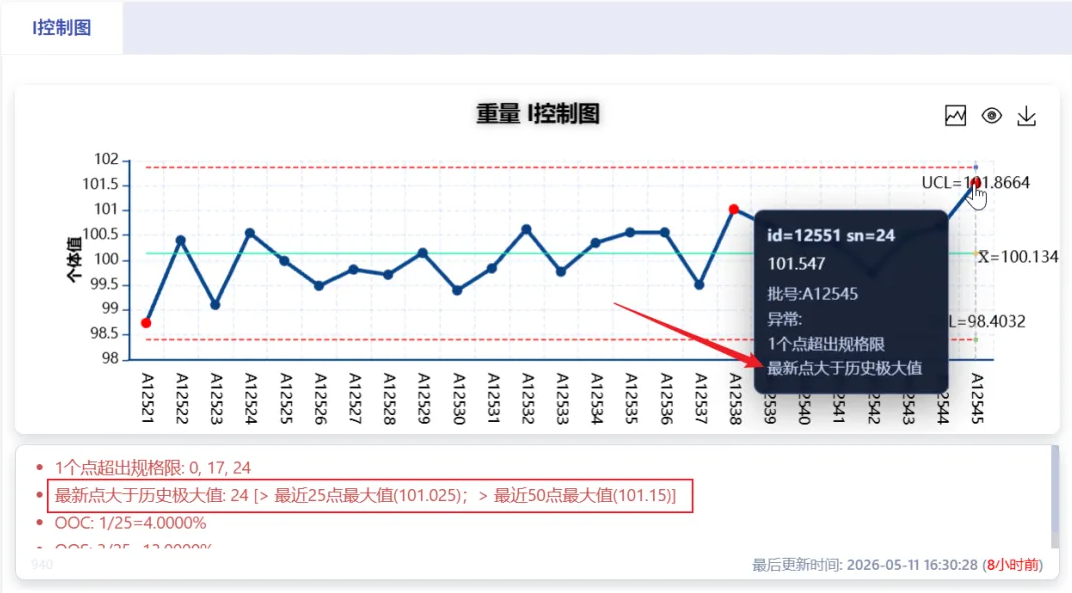
斌果 SPC 针对高频数据场景,引入了:
- 滑动窗口极值判异
- 基线与震荡分离技术
- 长程漂移识别
- 微小异常趋势识别
能够更有效地区分:
- 真异常
- 高频震荡
- 正常波动
- 缓慢漂移
帮助企业降低误报率,提高异常识别准确度。
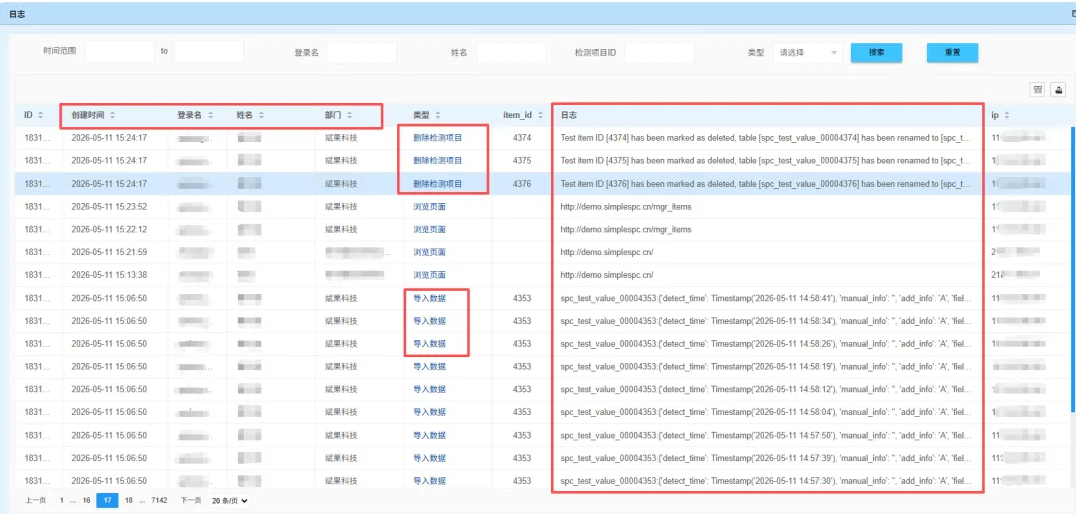
* 异常闭环管理
很多 SPC 系统只能“报警”。但斌果 SPC 更强调:从“发现异常”到“推动改善”。
系统支持:
- 异常登记
- 原因分析
- 责任追踪
- 处理记录
- 效果验证
- 历史追溯
例如:现场人员发现异常红点后,可直接进行处理登记。处理完成后,异常状态会形成闭环记录。不仅能让问题真正被处理,还能形成企业自己的异常知识库。
* 更适合工业 4.0 的实时监控
斌果 SPC 支持:
- 实时数据采集
- 多设备联网
- 自动控制图生成
- 多维度报警
- 实时消息推送
- 大屏监控
- 多工厂集中管理
让 SPC 从“事后分析工具”,真正变成“实时过程监控平台”。
* 让一线人员也能真正用起来
很多传统 SPC 系统最大的问题是:只有质量工程师会用。
而斌果 SPC 更强调现场易用性,通过:
- 更直观的异常展示
- 自动判异
- 可视化趋势分析
- 简化操作逻辑
- 闭环引导流程
让操作员、班组长、工艺人员也能快速参与质量管理。
真正做到:用数据驱动现场改善。

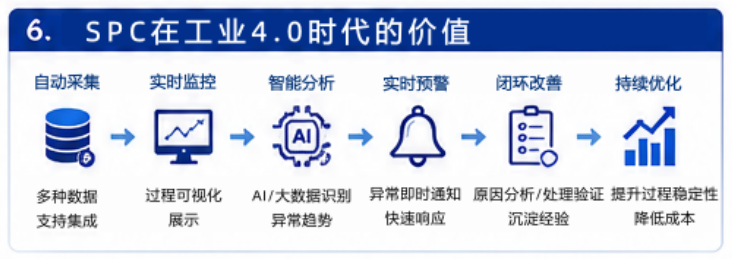
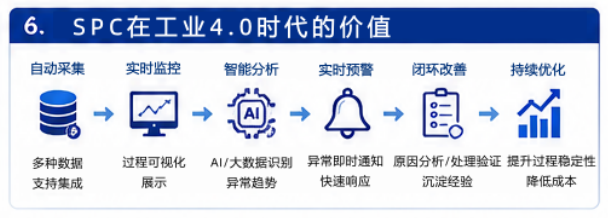
九、工业 4.0 时代,SPC 正在发生什么变化?
随着工业 4.0 与智能制造的发展,SPC也在不断升级。
传统 SPC 更多依赖人工记录、离线分析。而现在:
- 设备数据自动采集
- 实时控制图监控
- 异常自动报警
- AI 识别异常模式
- 海量高频数据分析
正在成为越来越多制造企业的新标准。尤其是在高频采集场景下,传统 SPC 的判异方式已经开始面临挑战。例如:
- 高频数据导致误报警增多
- 长程漂移难识别
- 微小震荡掩盖真实异常
因此,越来越多企业开始引入:
- 基线与震荡分离技术
- 滑动窗口极值分析
- AI 辅助判异
- 智能闭环处理
SPC 正在从“统计工具”,逐渐升级为“实时过程智能平台”。

SPC 诞生已经超过 100 年。但它的核心思想,直到今天依然没有过时:过程决定结果,波动可以被度量,异常可以被提前发现。
真正优秀的质量管理,不是靠最后一道检验守住产品,而是在生产过程中,把问题消灭在发生之前。
这,才是 SPC 的真正价值。
本页面文章与公众号同步。

微信扫码关注