-
为什么有些SPC控制图只有UCL上控制限或者LCL下控制限?
在很多企业的认知中,SPC控制图似乎都应该同时具备:
- 上控制限(UCL)
- 中心线(CL)
- 下控制限(LCL)
但在真实工业场景中,你会发现:
有些控制图只有“上控制限”,有些控制图只有“下控制限”
这并不是系统错误,而是:过程特性本身决定了只需要“单边控制”。

一、什么是单边控制限?
SPC中的控制限,本质上是:用于识别过程异常波动的统计边界。
像AIAG / Western Electric / Nelson 体系都支持单边逻辑。
通常情况下:
- 偏高异常
- 偏低异常
都可能带来风险,因此采用:双边控制限(UCL + LCL)。
但有些过程:只有一个方向会产生风险。
于是:SPC只需要监控其中一侧。
二、什么时候只需要“上控制限(UCL)”?
核心逻辑:“过高”会出问题,“偏低”通常没有风险。
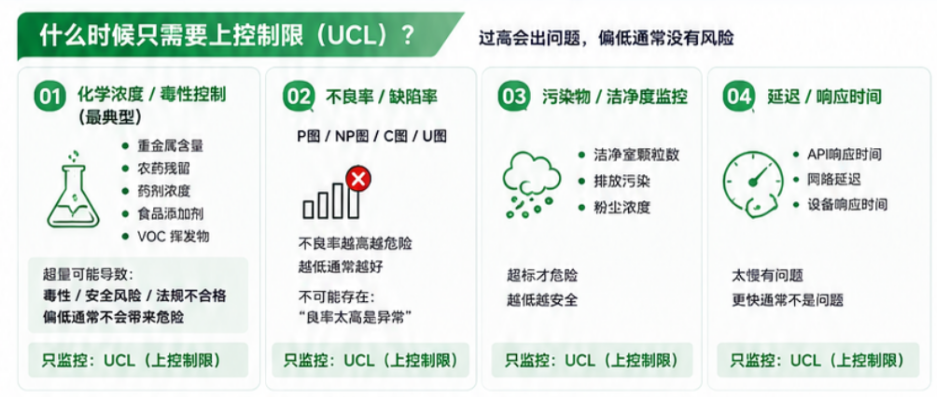
1. 化学浓度 / 毒性控制(最典型)
例如:
- 重金属含量
- 农药残留
- 药剂浓度
- 食品添加剂
- VOC挥发物

为什么只有上限?因为,超量可能导致:
- 毒性
- 安全风险
- 法规不合格
而“偏低”通常不会带来危险。

因此:SPC只监控上控制限Upper Control Limit(UCL)
2. 不良率 / 缺陷率
典型控制图:
- P图
- NP图
- C图
- U图
特点:不良率越高越危险,越低通常越好。
不可能存在:“良率太高是异常”
因此:只需要上控制限。
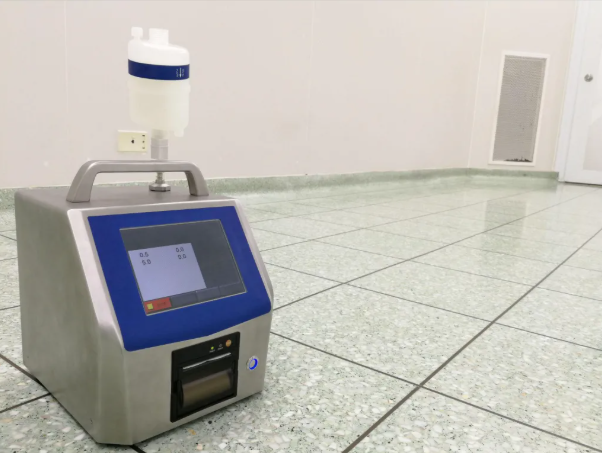
3. 污染物 / 洁净度监控
例如:
- 洁净室颗粒数
- 排放污染
- 粉尘浓度
特点:超标才危险,越低越安全。
4. 延迟 / 响应时间
例如:
- API响应时间
- 网络延迟
- 设备响应时间
特点:太慢有问题,更快通常不是问题。
因此:只需要监控UCL。
三、什么时候只需要“下控制限(LCL)”?
有些过程正好相反: “过低”才危险。
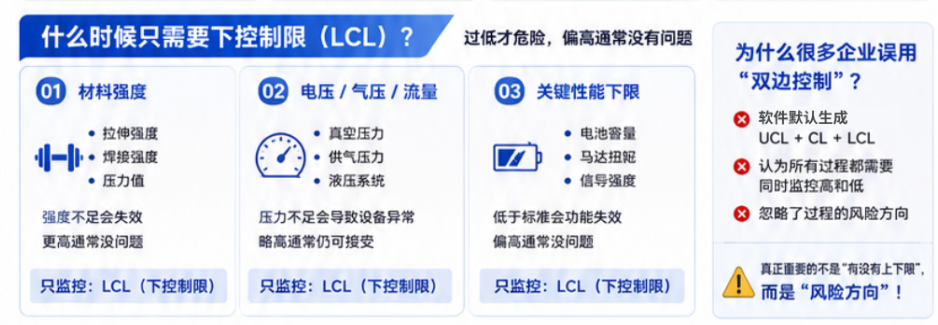
1. 材料强度
例如:
- 拉伸强度
- 焊接强度
- 压力值
特点:强度不足会失效,更高通常没问题。
因此:只需要下控制限Lower Control Limit(LCL)。
2. 电压 / 气压 / 流量
例如:
- 真空压力
- 供气压力
- 液压系统
特点:压力不足会导致设备异常,略高通常仍可接受。
3. 关键性能下限
例如:
- 电池容量
- 马达扭矩
- 信号强度
特点:低于标准会功能失效。
四、为什么很多企业误以为必须“双边控制”?
因为很多SPC软件默认:
自动生成:
- UCL
- CL
- LCL
但实际上:统计方法必须结合过程风险。
并不是所有过程都需要: “同时监控高和低”。
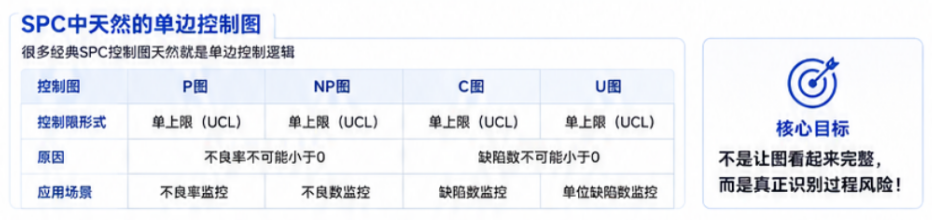
五、单边控制限在SPC中完全合理吗?
完全合理。而且很多经典SPC控制图天然就是:单边控制逻辑。
例如:
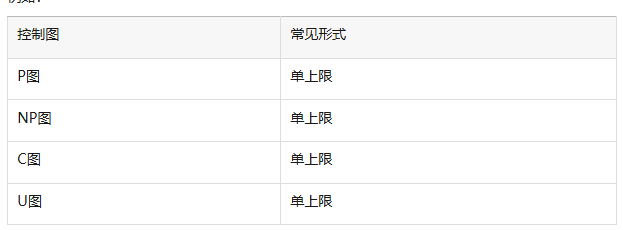
原因很简单:缺陷数不可能小于0。
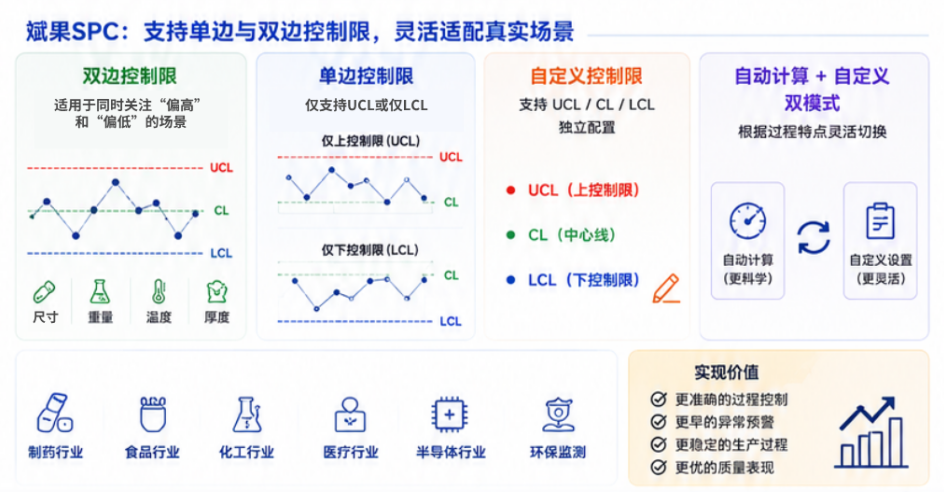
六、斌果SPC:支持单边与双边控制限灵活配置
[SPC控制限如何设定?自动计算与自定义设置的最佳实践(斌果SPC实践指南)]()
1. 双边控制限
适用于:尺寸、重量、温度、厚度,等同时关注“偏高”和“偏低”的场景。
2. 单边控制限
支持:仅UCL,仅LCL。
特别适用于:制药、食品、化工、医疗、半导体、环保监测。
3. 自定义控制限
支持:UCL、CL、LCL的独立配置。

4. 自动计算 + 自定义双模式
企业可以:根据过程特点灵活切换。

七、真正重要的,不是“有没有上下限”,而是“风险方向”
SPC的核心目标不是:让图看起来完整。
而是:真正识别过程风险。
因此:单边控制限并不是“少了一条线”。
而是:更符合真实工业逻辑的统计控制方式。
很多企业在使用SPC时,仍停留在:“软件默认给什么,就用什么”。
但真正成熟的SPC应用应该做到:根据过程特性定义控制策略。
斌果SPC通过:
- 单边 / 双边控制限支持
- 自动计算
- 自定义配置
- 实时预警
帮助企业真正实现:从“数据记录”走向“过程控制”。
本页面文章与公众号同步。

微信扫码关注